Рабочий или измерительный электрод состоит из углеродного или металлического стержня, импрегнированного в пластиковую оплетку. Самым часто используемым материалом для рабочего электрода является стеклоуглерод. Также для ряда экспериментов используются электроды из платины, золота, серебра, никеля и даже углеродной пасты.
Чаще всего оплетка изготавливается из PEEK (полиэфирэфиркетона), материала устойчивого к действию многих растворителей и высоких температур. PEEK химически разрушается под воздействием концентрированной азотной и/или серной кислоты, но разбавленная азотная кислота может использоваться для удаления ртути с поверхности золотых амальгамных электродов без повреждения поверхности PEEK.
Рабочие электроды поддерживаются в рабочем состоянии полированием по мере необходимости, используя следующий подход.
Введение в полирование/Зачем нужна полировка?
Целью полировки электрода является удаление продуктов окислительно-восстановительной реакции, которые накапливаются на поверхности электрода во время проведения некоторых экспериментов. Скорость накапливания такого электродного “покрытия” (и соответствующее снижение реактивности) зависит от:
- природы молекул аналита
- концентрации молекул аналита;
- химического состава раствора электролита (включая рН);
- величины налагаемого потенциала;
- частоты использования электрода.
Электроды могут накапливать загрязняющий слой путем адсорбции вещества из атмосферы. Например, компоненты в сигаретном дыме и аэрозолях различных веществ могут влиять на рабочие характеристики электродов. Например, серебро очень легко окисляется в таких условиях, поэтому его серебряный электрод необходимо повторно полировать для удаления оксидов (сульфидов и др.) перед использованием.
Введение в полирование/Зачем нужна полировка?
Существует много возможных причин получения "сбоя" или шума на вольтамперограмме. Однако, не делайте обычный вывод, что только полировка электрода способна устранить проблему. Как правило, полирование оправдано, когда наблюдается постепенное снижение отклика электрода, как показано на рисунке ниже. 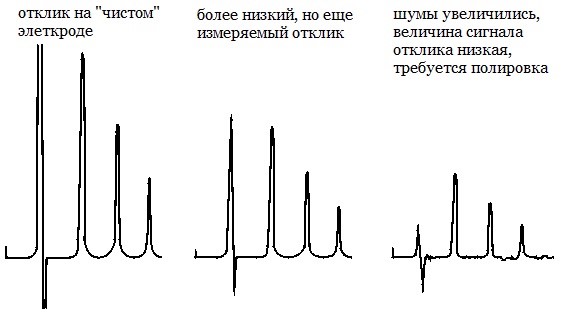
Вы можете терпеть более низкий отклик, если все еще возможно количественно оценить интересующие пики с помощью периодического использования набора стандартов. Во многих случаях для восстановления рабочей поверхности электрода необходима легкая шлифовка с помощью пропитанной этанолом тканью. Если такая обработка не улучшает отклик, то использование полирующих абразивов является следующей логической стадией.
Для полировки используют серию абразивов, представляющих собой набор от более грубого материала до очень мелкого. В процессе полировки должно удаляться пренебрежимо малое количество электродного материала. В большинстве случаев используется один абразив для легкого разрушения поверхности и физического удаления загрязнений. Электроды из драгоценных металлов или химически модифицированные электроды (например, амальгама золота/ртути) имеют тенденцию требовать серии из двух или трех абразивов для восстановления первоначальной зеркальной полировки.
Все операции полировки требуют тщательной промывки электрода перед переходом к следующей стадии. Без этой промывки мелкие частицы с предыдущей стадии полировки будут препятствовать переходу в сторону частиц абразива меньшего размера.
Основной проблемой полировки является то, что она не позволяет разрушить более мягкий материал электрода ниже поверхности окружающего его твердого материала оплетки. Этого можно избежать путем полировки электрода на твердой плоской поверхности. Ниже приведены общие рекомендации при обращении с вашим рабочим электродом.
Руководство по полировке
Существует много слухов и толков о полировке электродов. Например, некоторые домашние способы полировки, от использования которых мы особо отговариваем, например, использование концентрированной кислоты, ювелирной полировочной пасты, зубной пасты, и других абразивных соединений. Многие из этих домашних средств не работают и могут повредить поверхность электрода. Одно является определённым, что потребность в полировании существует и она существенно варьируется в зависимости от применения электрода.
Далее приведена общая последовательность действий при проведении полировки электродов из различных материалов:
- Нанесите один слой полирующего порошка на ткань/стекло. Не добавляйте свежий полировальный порошок на ткань после того, как была начата конкретная операция полировки (то есть необходимо использовать другую ткань для каждой стадии полировки), поэтому добавляйте достаточное количество порошка в начале. Если требуется дополнительное смачивание, добавляйте воду на ткань.
- Полировальные пасты ГОИ имеют масляную основу. При использовании их для полировки поверхности электрода, требуется последующая промывка электрода этанолом или ацетоном.
- В ходе полировки держите поверхность электрода как можно параллельнее поверхности ткани/стекла. Это особенно важно для электродов для вольтамперометрии и гарантирует, что материал оплетки будет изнашиваться равномерно.
- Перемещайте электрод по поверхности ткани/стекла по траектории в виде восьмерки для равномерного полирования. Чередование движений по часовой стрелке и против часовой стрелки также допустимо. На всех этапах полировки равномерно надавливайте на электрод. Это может быть достигнуто путем изменения положения электрода и поверхности ткани/стекла, на который вы оказываете давление. Перемещайте электрод по поверхности до тех пор, пока не очистите поверхность электрода от загрязнения.
- После завершения предыдущей операции тщательно промойте поверхность электрода от частиц абразива и дайте ему высохнуть при комнатной температуре. Не нагревайте электрод при сушке! Любой нагрев электрода следует предпринимать с осторожностью из-за разницы в коэффициентах расширения материала оплетки и материала электрода.
Примеры полировки электродов из различных материалов.
1) Полировка электрода из стеклоуглерода, серебра и никеля.
Используйте порошок оксида алюминия с размером частиц 1.0, 0.3, и 0.05 мкм. В качестве поверхности используйте нейлоновую ткань.
- Тщательно промойте поверхности электрода водой для удаления любого существующего материала на поверхности, затем промойте поверхность электрода этанолом. Протрите поверхность электрода досуха чистой тканью.
- На увлажнённую дистиллированной водой поверхность нейлоновой ткани добавьте немного порошка оксида алюминия и равномерно распределите его по поверхности ткани.
- Поместите электрод рабочей поверхностью на поверхность взятой ткани. Плавными, круговыми движениями и с равномерным давлением перемещайте электрод по всей поверхности ткани. Чтобы предотвратить неравномерный износ электрода изменяйте направление полировки и поворота электрода на 90° с регулярными интервалами. Через 1 -2 минуты завершите процедуру полировки и промойте электрод дистиллированной водой.
- *дополнительно* Электроды могут быть обработаны ультразвуком для удаления остаточных абразивных частиц. Для этого поместите химический стакан с электродом и небольшим количеством дистиллированной воды в емкость маломощной (150 Вт или меньше) ультразвуковой ванны. Обработку ультразвуком следует вести в течение не более 5 минут (более длинные периоды могут привести к нагреву и повредить электрод). Снова промойте электрод дистиллированной водой.
- Промойте электрод этанолом и протрите его досуха. Теперь электрод готов к использованию.
- Не касайтесь поверхности электрода вашими пальцами, и не касайтесь поверхности электрода острыми предметами или другими материалами, которые могли бы его поцарапать.
2) Полировка платины и природного золота
Используйте алмазную пасту с размером части не более 1 мкм и порошок оксида алюминия с размером частиц не более 0.05 мкм. В качестве поверхности используйте нейлоновую ткань.
- Тщательно промойте поверхности электрода водой для удаления любого существующего материала на поверхности, затем промойте поверхность электрода этанолом. Протрите поверхность электрода досуха чистой тканью.
- На увлажнённую дистиллированной водой поверхность нейлоновой ткани добавьте несколько капель алмазной пасты и равномерно распределите его по поверхности ткани.
- Поместите электрод рабочей поверхностью на поверхность взятой ткани. Плавными, круговыми движениями и с равномерным давлением перемещайте электрод по всей поверхности ткани. Чтобы предотвратить неравномерный износ электрода изменяйте направление полировки и поворота электрода на 90° с регулярными интервалами. Через 1 -2 минуты завершите процедуру полировки и промойте электрод дистиллированной водой.
- Затем возьмите другой кусочек нейлоновой ткани, смочите его дистиллированной водой и нанесите на него немного порошка оксида алюминия. Распределите его равномерно по поверхности ткани.
- Поместите электрод рабочей поверхностью на поверхность взятой ткани. Плавными, круговыми движениями и с равномерным давлением перемещайте электрод по всей поверхности ткани. Чтобы предотвратить неравномерный износ электрода изменяйте направление полировки и поворота электрода на 90° с регулярными интервалами. Через 1 -2 минуты завершите процедуру полировки и промойте электрод дистиллированной водой.
- *дополнительно* Электроды могут быть обработаны ультразвуком для удаления остаточных абразивных частиц. Для этого поместите химический стакан с электродом и небольшим количеством дистиллированной воды в емкость маломощной (150 Вт или меньше) ультразвуковой ванны. Обработку ультразвуком следует вести в течение не более 5 минут (более длинные периоды могут привести к нагреву и повредить электрод). Снова промойте электрод дистиллированной водой.
- Промойте электрод этанолом и протрите его досуха. Теперь электрод готов к использованию.
- Не касайтесь поверхности электрода вашими пальцами, и не касайтесь поверхности электрода острыми предметами или другими материалами, которые могли бы его поцарапать.
3) Полировка платины и природного золота
Часто постепенная потеря отклика электрода происходит вследствие медленного окисления поверхности электрода. Иногда ход окислительно-восстановительной реакции зависит от присутствия некоторых катализаторов на поверхности материала электрода, которые должна быть регенерированы. Этот процесс обычно может быть осуществлен электрохимически без разборки ячейки.
Часто постепенная потеря отклика электрода происходит вследствие медленного окисления поверхности электрода. Иногда ход окислительно-восстановительной реакции зависит от присутствия некоторых катализаторов на поверхности материала электрода, которые должна быть регенерированы. Этот процесс обычно может быть осуществлен электрохимически без разборки ячейки.
Для большинства применений потребность в использовании абразивного материала к платиновому электроду является редкой. В целях очистки платинового чередуйте полярность рабочего электрода путем налагания потенциала до 500 мВ и переключайте полярности между (+) и (-). Проведите, по меньшей мере, 10 циклов, с выдержкой на каждом потенциале в течение нескольких секунд.
Верните потенциал к требуемому значению и проведите тестирование электрода с использованием стандартного раствора. Если отклик (вольтамперограмма) не улучшается, разберите ячейку и отполируйте электрод с помощью салфетки, смоченной этанолом по следующей инструкции:
- Поместите электрод рабочей поверхностью на поверхность взятой ткани. Плавными, круговыми движениями и с равномерным давлением перемещайте электрод по всей поверхности ткани. Чтобы предотвратить неравномерный износ электрода изменяйте направление полировки и поворота электрода на 90° с регулярными интервалами. Через 1 -2 минуты завершите процедуру полировки и промойте электрод дистиллированной водой.
- Промойте электрод этанолом и протрите его досуха. Теперь электрод готов к использованию.
- Не касайтесь поверхности электрода вашими пальцами, и не касайтесь поверхности электрода острыми предметами или другими материалами, которые могли бы его поцарапать.
- Соберите электрохимическую ячейку.
Применяйте полирование абразивами только в том случае, если отклик все еще слишком низок по сравнению с более ранними эксплуатационными характеристиками.



